鈑金折彎時計算鈑金展開料長度或做cad鈑金展開時,總是希望提高效率,計算越簡單越好。折彎系數計算公式用最簡單最好。實際上,如果不要求精準的鈑金誤差,可以用簡單的方法就可計算折彎系數了。
總結前面文章的內容發現,折彎系數最簡單的計算方法就屬90度折彎系數經驗公式:1.7倍料厚計算方法了。這個公式是怎么使用的?用在90鈑金折彎加工中,一個直角彎減去1.7倍的料厚。比如:材料是1mm鐵板,折彎角度是90度,折彎尺寸分別是100和50,那么計算展開方法是:100+50-1.7=148.3mm。計算的就是展開長度了。這個1.7有人說是1.6或1.65倍,對的,是可以輕微調整的。因為每家鈑金廠用的折彎模具都不完全相同,是有輕微誤差的,不用調整也可以使用,要求高也可以稍微調整一下。
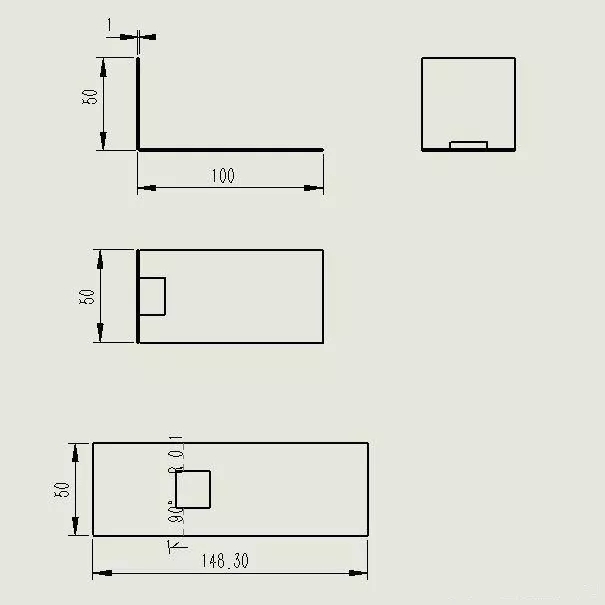
折彎系數最簡單計算公式
鈑金折彎不只是90度折彎,還有非90度的折彎呢,有最簡單的計算方法嗎?
這個還真沒有,準確的計算非90度折彎系數有個計算公式,就是利用中性層的概念,計算折彎那段圓弧的弧長,而最終求出折彎系數。網絡上有好多例子,前面文章也有計算方法。
這里說一個特殊的角度,可以用簡單方法計算折彎系數。當鈑金折彎角度為135度時,折彎系數可以減去0.5倍的材料厚度。比如:材料是1mm鐵板,折彎角度是135度,折彎尺寸分別是100和50,那么計算展開方法是:100+50-0.5=149.5mm。其它鈑金厚度也可以同樣用這個方法計算。只適用于135度,其它角度不可用。
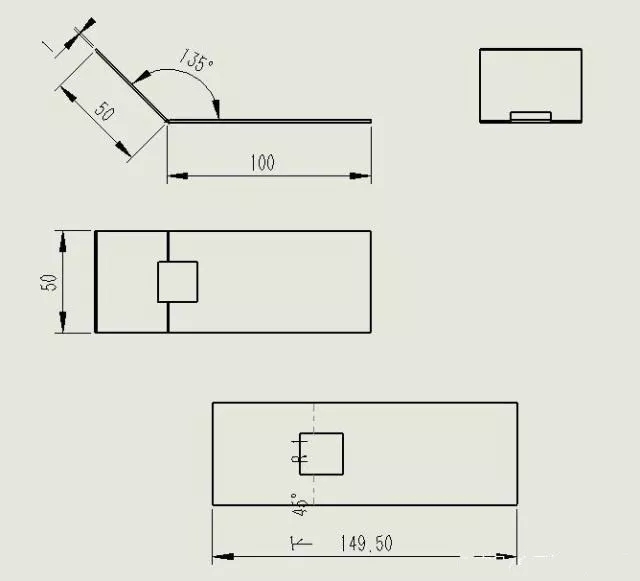
135度鈑金折彎系數最簡單算法
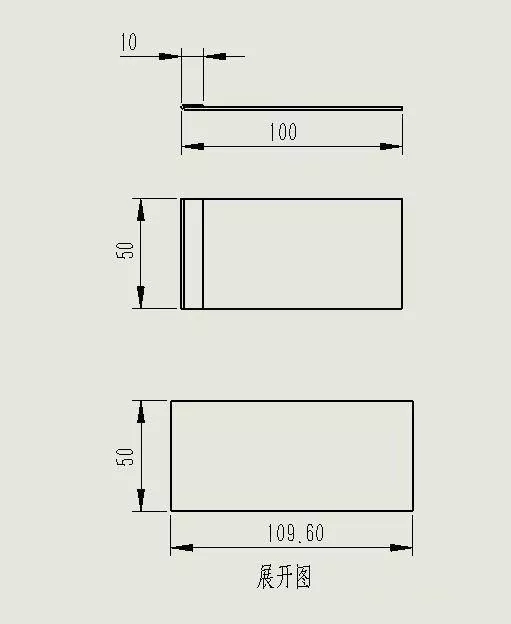
鈑金折彎中還有個一個特殊角度折彎,就是鈑金褶邊,也叫壓死邊,可以用簡單方法計算。折彎系數等于0.4倍鈑金厚度。比如:材料是1mm鐵板,折彎是壓死邊,折彎尺寸分別是100和10,那么計算展開方法是:100+10-0.4=109.6mm。這樣計算是經驗公式,都很準確,有些鈑金廠因設備不同可能也有出入。
、
、